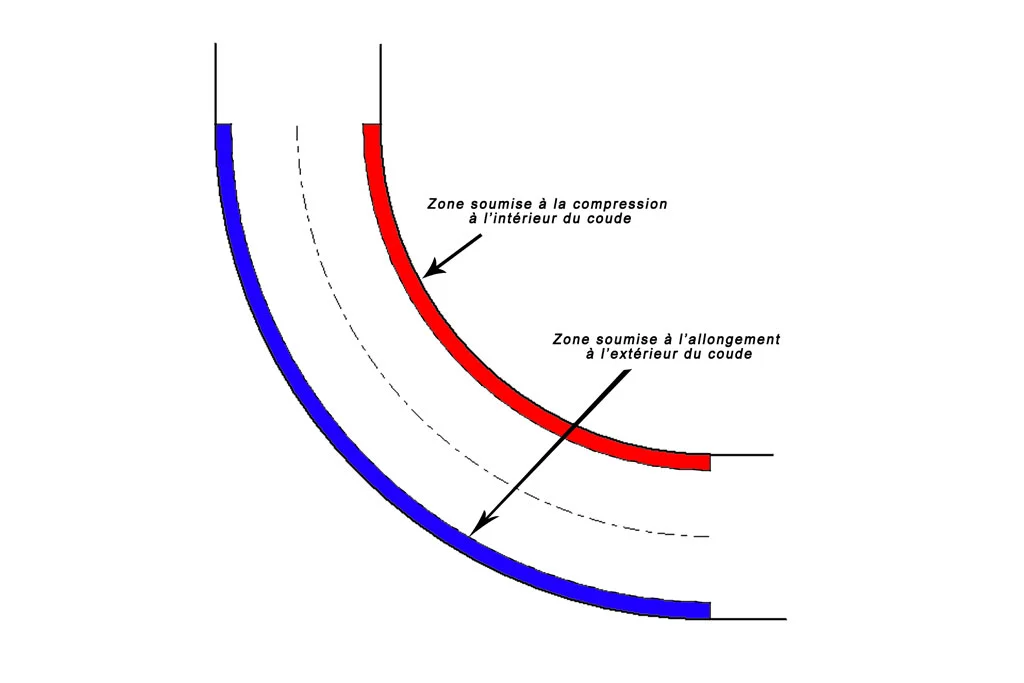
Le formage de tubes par cintrage entraine des tensions dans le matériau qui déterminent l’élasticité du tube cintré. La cause en est l’allongement de la partie extérieure du coude et la compression de la partie intérieure du coude.
Dans cette situation, le résultat du cintrage dépend de plusieurs facteurs différents:
- les dimensions et la géométrie du profilé (rond, carré, rectangulaire ou avec une section spéciale)
- l’épaisseur de paroi
- le niveau de qualité du métal et le type de matériau
- le rayon de cintrage
- l’angle de cintrage
Avec un besoin, voire un nombre, croissant d’opérations d’ébauche favorisant des temps de cycles plus courts, il faut accorder une importance particulière à ces facteurs lors de la conception du produit.
Un perçage situé à l’intérieur de la zone voisine du coude et qui doit être réalisé dans le tube avant le processus de cintrage se déformera sous l’effet des contraintes agissant dans le matériau lors du cintrage. Cette déformation a pour effet une modification de la localisation et de la section du perçage, de sorte que le perçage présente un écart significatif par rapport aux cotes de consigne figurant sur les dessins cotés fournis par le client.
Jusqu’à présent, on résolvait ce problème, qui se présentait pour des perçages à l’intérieur de la zone voisine du coude sur les tubes en acier et en acier inoxydable, en cintrant le tube dans un premier temps, puis en réalisant le perçage dans un deuxième temps.
On pouvait ainsi exclure le problème de déformation du perçage et garantir une précision optimale de celui-ci. Mais même si cette façon de procéder permet de maitriser la qualité du produit, on ne peut en ignorer le cout en temps et en moyens de production: le cout global du façonnage des tubes en est inévitablement plus élevé.
Dans ce contexte, le service ingénierie de Tecnocurve, tablant sur son expérience de plus de 25 ans en matière de cintrage et de calandrage de tubes et de profilés métalliques, s’est consacré à une étude approfondie du procédé de perçage au laser, par lequel le perçage peut être réalisé avant même le cintrage à l’aide de la machine de découpe au laser sur tubes de Trumpf.
Perçage en ellipse sur un tube avant le cintrage

Perçage cylindrique rond à l’issue du processus de cintrage

L’avantage que présente ce procédé est évident. Le processus de production est accéléré et nettement plus économique, en particulier pour les tubes cintrés en acier ou en acier inoxydable avec trou en retrait, puisque la deuxième étape du façonnage (l’étape distincte du perçage) n’a pas lieu d’être. De cette façon, non seulement le cycle de production se raccourcit sensiblement, mais de surcroit les couts globaux de la production de tubes sont nettement abaissés.
Ce procédé de fabrication particulier peut être mis en œuvre grâce à un logiciel de toute dernière génération. Tecnocurve utilise ce logiciel pour l’analyse de la déformation plastique du tube, puisque le résultat de cintrage doit être uniforme pour tout un lot de production. On peut ainsi définir à l’avance la déformation liée aux contraintes auxquelles le trou en retrait sera soumis lors du cintrage.
Grâce au résultat de l’analyse, Tecnocurve peut réaliser le perçage au laser dans le tube avant le cintrage. Pour cela, le perçage est réalisé de telle manière que lors du cintrage, il prenne sa position exacte en respectant les dimensions géométriques prescrites par le dessin du client.
Toutefois, il n’est pas toujours possible de réaliser le perçage avant le cintrage. Pour y parvenir, le service ingénierie de Tecnocurve doit examiner préalablement au cas par cas la possibilité de mise en œuvre de ce procédé de fabrication, à l’aide de l’analyse par le logiciel et en prenant en compte les spécifications du client concernant le façonnage des tubes.
À ce propos, le diamètre de perçage a une importance décisive puisqu’il faut toujours le considérer par rapport aux dimensions du tube.
Parallèlement, Tecnocurve a lancé en 2016 un nouveau procédé au laser à l’aide duquel, au-delà des trous de section circulaire et de section rectangulaire, on peut aussi poser des œillets à proximité du coude. L’entreprise s’est donné pour objectif un abaissement durable des temps de travail et des couts dans la transformation des tubes en acier et en acier inoxydable. Pour y parvenir, il faut qu’un maximum d’étapes du façonnage s’effectue avant le cintrage à l’aide du procédé de découpe au laser sur tubes de Trumpf.