Le cintrage de tubes métalliques, de profilés et de produits tubulaires est un processus de déformation à froid qui consiste à plier le tube droit. Cet article explique la déformation de la section transversale dans la partie cintrée du tube, qui résulte du cintrage à froid des tubes.
Il est important de préciser dès le départ que dans la partie cintrée du tube, la section transversale, il y a toujours une déformation due au cintrage. De plus, la déformation de la section cintrée du tube augmente lorsque le diamètre de cintrage diminue, elle est donc inversement proportionnelle.
Cela signifie que pour une section donnée (par exemple un tube Ø50×2), plus le rayon de courbure est petit, plus la déformation de la section du tube est importante dans la zone de courbure.
Connaissez-vous la différence entre le cintrage et le roulage de tubes ? Pour en savoir plus, consultez cet article.
Déformation de tubes ronds, carrés et rectangulaires cintrés
Pour parler spécifiquement de la déformation des tubes, il est tout d’abord nécessaire d’expliquer les différentes désignations des déformations du matériau dans la zone de flexion. Il convient ici de distinguer entre un tube rond et un tube carré/rectangulaire.
Déformation des tubes ronds cintrés : ovalisation
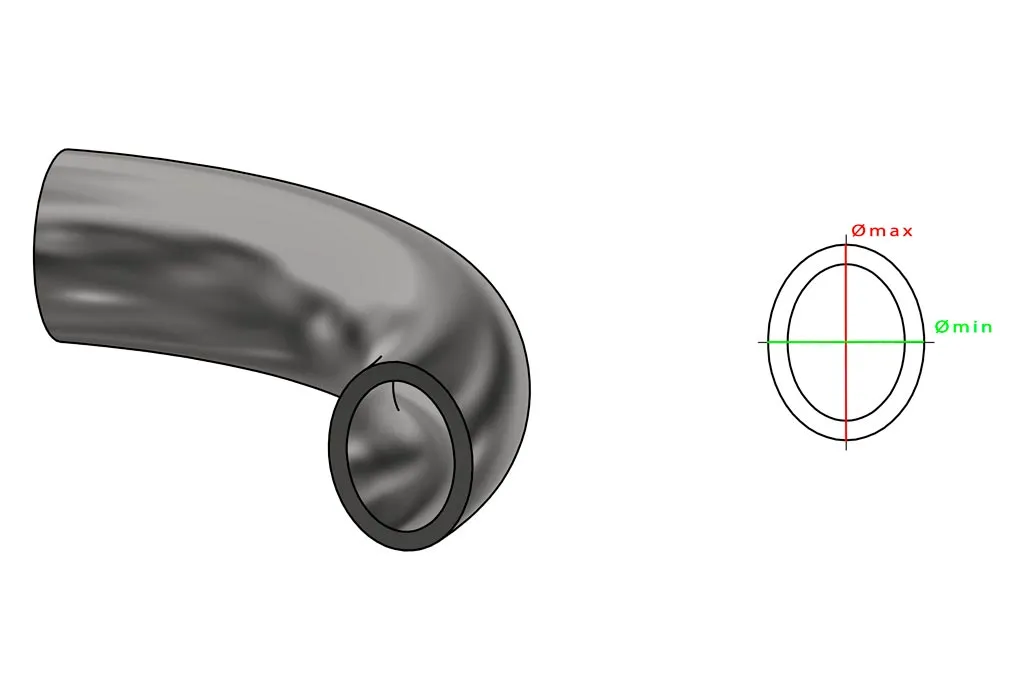
La déformation du tube rond cintré est appelée ovalisation et représente l’écart maximal admissible par rapport à la forme circulaire du diamètre initial du tube.
Tant lors du cintrage de tubes que lors du roulage de tubes , le tube a tendance à s’ovaliser de manière symétrique. L’ovalisation entraîne en outre une modification du diamètre du tube, comme le montre la figure ci-dessous.
Comment calculer la déformation d'un tube rond cintré ?
La valeur de l’ovalisation, généralement mesurée en pourcentage (%), est calculée en comparant le diamètre maximal (Ø max) avec le diamètre minimal (Ø min) après le traitement du tube, c’est-à-dire après le cintrage et le laminage.
Il existe cependant des secteurs industriels, comme les centrales électriques, dans lesquels l’ovalisation est un facteur si important qu’elle est réglementée par des normes spécifiques (par exemple UNI EN 12952-5-2022).
Déformation d'un tube carré ou rectangulaire cintré
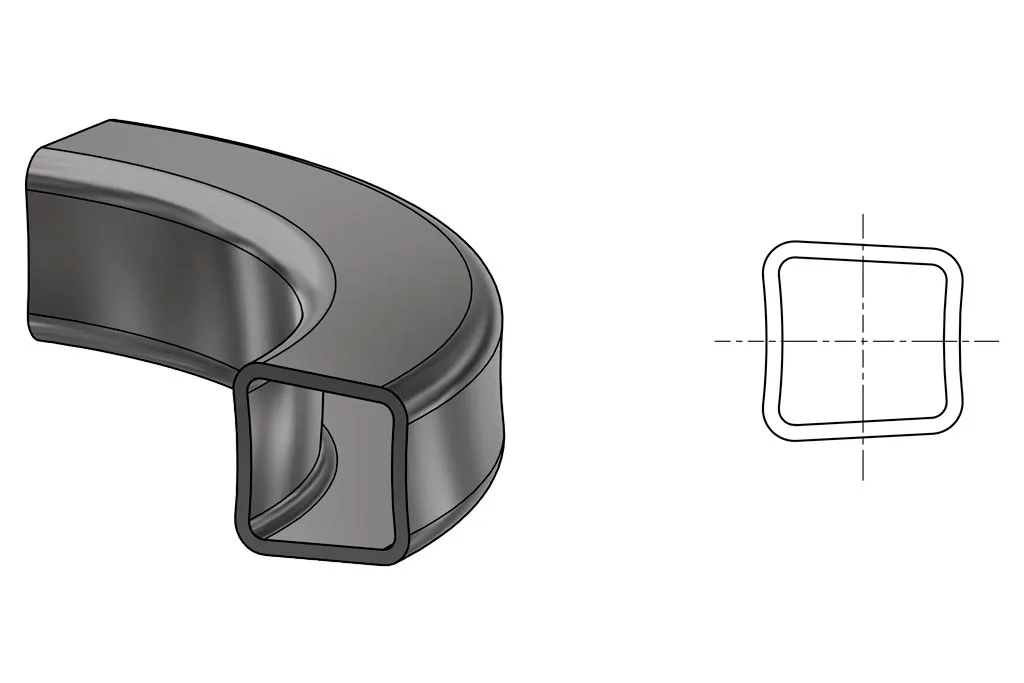
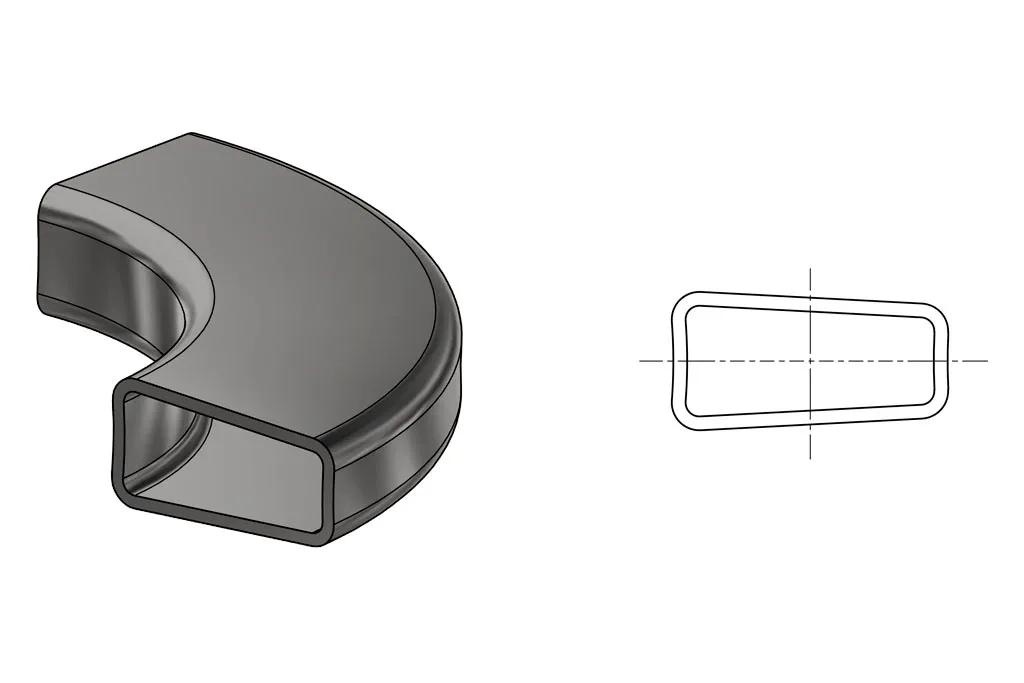
La déformation par flexion se produit également pour les sections de tube carrées et rectangulaires.
Comme on peut le voir sur la figure ci-dessous, la partie cintrée du profilé a une forme trapézoïdale suite à la déformation. Contrairement à l’ovalisation, cette déformation n’est pas symétrique et présente une convexité à l’intérieur et à l’extérieur de la courbure du tube.
Comment calculer la déformation d'un tube carré ou rectangulaire cintré ?
La déformation des tubes carrés/rectangulaires est calculée en mm en mesurant les deux côtés de la section cintrée et en les comparant aux mesures prises avant l’usinage du tube.
Voici quelques exemples :
- Pour un tube carré en S355 d’un diamètre de 100x100x8 mm, cintré à 90° avec un rayon intérieur de 200 mm, la déformation de la section cintrée du tube est de 105,8×99,4 mm.
- L’ovalisation d’un tube rond en acier inoxydable plié à 90°, d’un diamètre de Ø50×2 mm et d’un rayon de courbure moyen de 105 mm, est d’environ 3% (Ømax=50,1/Ømin=48,5).
Déformation de l'épaisseur du tube
La déformation de la section du tube due au cintrage entraîne non seulement une modification du diamètre, mais aussi une modification de l’épaisseur du tube. La déformation de l’épaisseur du tube cintré est immédiatement visible lorsque le tube est coupé.
En raison de cette déformation, les deux phénomènes suivants se produisent :
- Compression de l’épaisseur : l’épaisseur de la paroi intérieure du tube cintré augmente en raison de la compression.
- Amincissement de l’épaisseur : l’épaisseur de la paroi extérieure du tube cintré a tendance à diminuer en raison de l’amincissement.

Pour obtenir une bonne qualité de cintrage de tubes , il est important de trouver le bon équilibre entre la compression et l’amincissement de l’épaisseur. Cet équilibre est obtenu en tenant compte de plusieurs facteurs, dont
- Section du tube
- Épaisseur du tube
- Degré de cintrage
- Rayon de cintrage
- Métal
- Dispositif de pression pour l’intérieur et pour éliminer les plis
- Booster (force de poussée de certaines cintreuses de tubes) pour réduire l’amincissement de la face extérieure pendant le cintrage
Est-il possible de contrôler et de limiter la déformation des tubes ?
Comme la déformation de la section du tube résulte toujours du cintrage et du roulage du tube, il existe un moyen de limiter la déformation. Comment y parvient-on ? En utilisant des outils spéciaux qui permettent de cintrer le tube avec précision :
- Mandrins fixes
- Mandrins pivotants
- Contre-chariot
En revanche, pour les tubes carrés/rectangulaires, nous utilisons un piston de limitation sur la matrice : il s’agit d’un dispositif qui limite la déformation de la face supérieure du tronçon de tube cintré et qui, en exerçant une pression déterminée, limite la déformation de la face verticale du tube carré.
Conclusions
Lors du cintrage et du roulage des tubes, il y a toujours une déformation du profil dans la zone de cintrage.
L’un des aspects qualitatifs les plus importants du cintrage professionnel de tubes chez Tecnocurve est de prendre toutes les mesures nécessaires pour contrôler et limiter la déformation du diamètre et de l’épaisseur du tube résultant de l’usinage.
Grâce à notre parc de machines et au grand nombre de dispositifs disponibles pour la plupart des profils de tubes, nous sommes en mesure d’aider les entreprises à trouver les solutions les mieux adaptées à leurs besoins.