Les origines
Ces deux techniques de déformation à froid que sont le cintrage par mandrin et le cintrage par roulage de tubes métalliques existent depuis le début du 20e siècle, soit depuis une centaine d’années environ.
Au début, les tubes d’acier cintrés par mandrin ou par roulage ont été surtout mis en œuvre dans les domaines du bâtiment, de l’agriculture et de la fabrication de mobilier.
L’introduction de ces procédés de transformation a permis d’utiliser des tubes d’une manière inédite jusque-là : songeons à cet égard aux châssis de machines agricoles, aux remorques de machines forestières ainsi qu’aux nombreuses applications dans les secteurs de la construction métallique lourde et légère. C’est seulement avec le développement des procédés de cintrage par mandrin et par roulage que le tube en acier a pu connaître un tel essor dans la production industrielle moderne.
C’est ainsi que sont apparus aussi les premiers fabricants de cintreuses à mandrin et de cintreuses de type trois galets pour le cintrage à froid de tubes. Au début, le travail effectué avec ces machines-outils se limitait aux tubes en acier rond, alors que les machines modernes permettent également le cintrage par mandrin et par roulage de tubes à section carrée ou rectangulaire et de profilés.
Bien que ces machines-outils existent depuis près d’un siècle maintenant, ce n’est qu’à la fin des années 1970 que s’est accrue, sur le marché des tubes en acier, la demande en « nouvelles applications » requérant la mise en œuvre de ces procédés.
Pour répondre à cette demande, des entreprises ont été créées, spécialisées dans les procédés de façonnage par cintrage par mandrin et par roulage. La société Tecnocurve est une de ces entreprises. Au cours de son histoire forte de plus de 25 ans, Tecnocurve est devenue un expert ultraspécialisé apprécié dans le monde entier par un cercle de clients qui ne cesse de s’accroitre, non seulement pour son savoir-faire de haut niveau mais aussi pour sa fiabilité.
Le cintrage par mandrin d‘un tube métallique, qu’est-ce que c’est ?
Par cintrage par mandrin, on entend essentiellement le façonnage d’un tube ou d’un profilé à un rayon relativement court. Par rapport au diamètre du tube, ce rayon peut aller d‘au moins 1,5 fois le diamètre du tube à un maximum de 5 fois. Le cintrage par mandrin d’un tube métallique s’effectue à l’aide de machines-outils spécifiques, appelées cintreuses de tubes à mandrin. Le tube métallique vient prendre la forme de la forme de cintrage installée au préalable sur la cintreuse de tubes à mandrin.
L’aspect le plus compliqué du cintrage par mandrin du tube métallique est de minimiser au mieux les déformations involontaires. Celles-ci apparaissent automatiquement sur chaque tube métallique lorsqu’il est cintré par procédé mécanique.
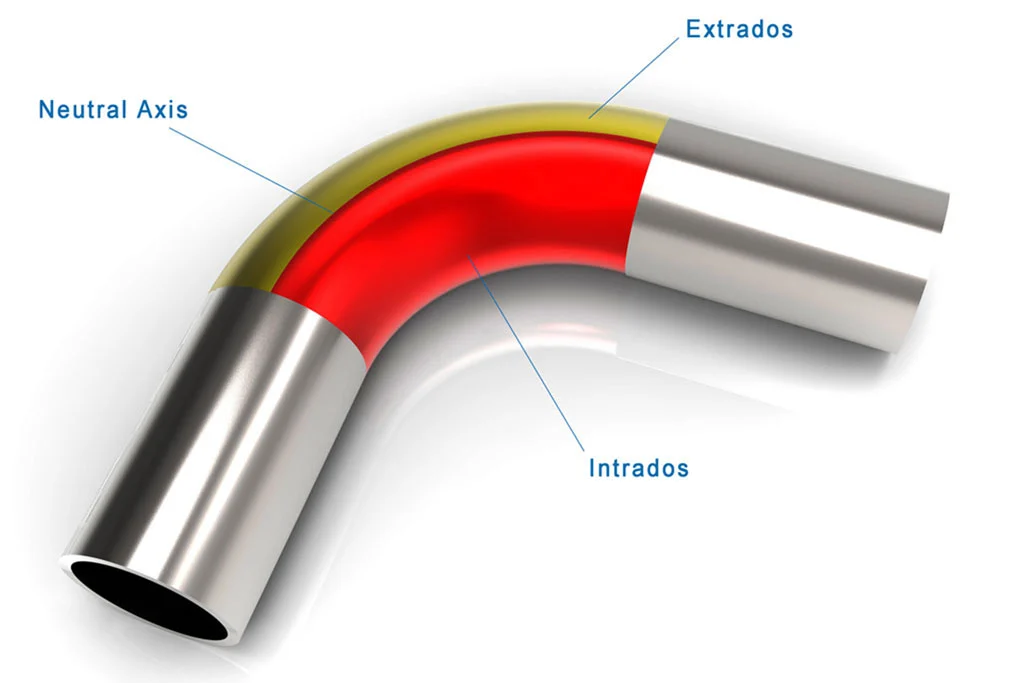
Les déformations ne modifient le tube que dans la zone de cintrage, notamment à l’intérieur et à l’extérieur du coude, comme le montre l’illustration suivante.
L’intrados, marqué en rouge, correspond à la partie intérieure du coude et est la zone qui est soumise à des contraintes de compression, du fait de l’évolution linéaire différente entre le rayon central et le rayon intérieur. Dans les cas les plus critiques, il y a « froissement » du matériau, de sorte qu’apparaissent de manière plus ou moins évidente des plis sur le tube en acier.
La partie en jaune, appelée extrados, est, par contre, soumise à des contraintes de traction ou d’allongement qui font que, à cet endroit précis, l’épaisseur du tube en acier diminue à la suite du cintrage.
La fibre neutre, quant à elle, décrit l’état exempt de tension qui ne se trouve pas, comme on pourrait le penser, dans la zone centrale du tube, mais qui, du fait de la compensation de l’état de contrainte de la pièce, a normalement tendance à se déporter dans la zone intérieure du coude vers l’intrados.
Pour améliorer la qualité de cintrage d’un tube en acier, il convient de tenir compte des facteurs suivants :
- Rapport entre le rayon moyen de cintrage et le diamètre/l’épaisseur du tube
- Allongement du matériau
- Retour élastique
- Aspect esthétique
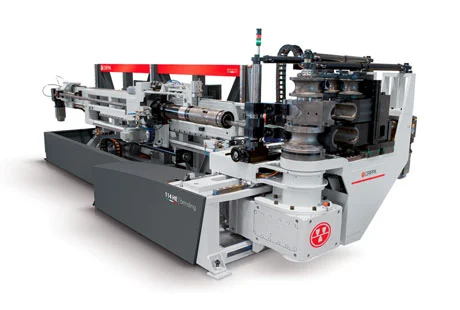
Cintreuse de tubes
Pour façonner aussi bien les tubes en acier qu’en aluminium, on utilise des cintreuses de tubes spéciales. Ces machines-outils sont pour la plupart électromécaniques. Grâce aux progrès technologiques, les cintreuses de tubes modernes utilisent la technologie FULL ELECTRIC qui permet d’accélérer la production, d’améliorer la reproductibilité des pièces cintrées, et qui garantit en même temps des marges d’erreur minimales même pour des quantités très élevées.
Quels tubes en acier sommes-nous en mesure de cintrer ?
Tecnocurve dispose de 10 cintreuses, dont 3 fonctionnent avec la technologie FULL ELECTRIC de la toute dernière génération. Les typologies de matériaux suivantes peuvent ainsi être cintrées :
- Tubes ronds de 4 à 219 de diamètre
- Tubes à section carrée ou rectangulaire et profilés de 10×10 mm à 120×120 (aussi 150×100)
- Profilés de toutes sortes

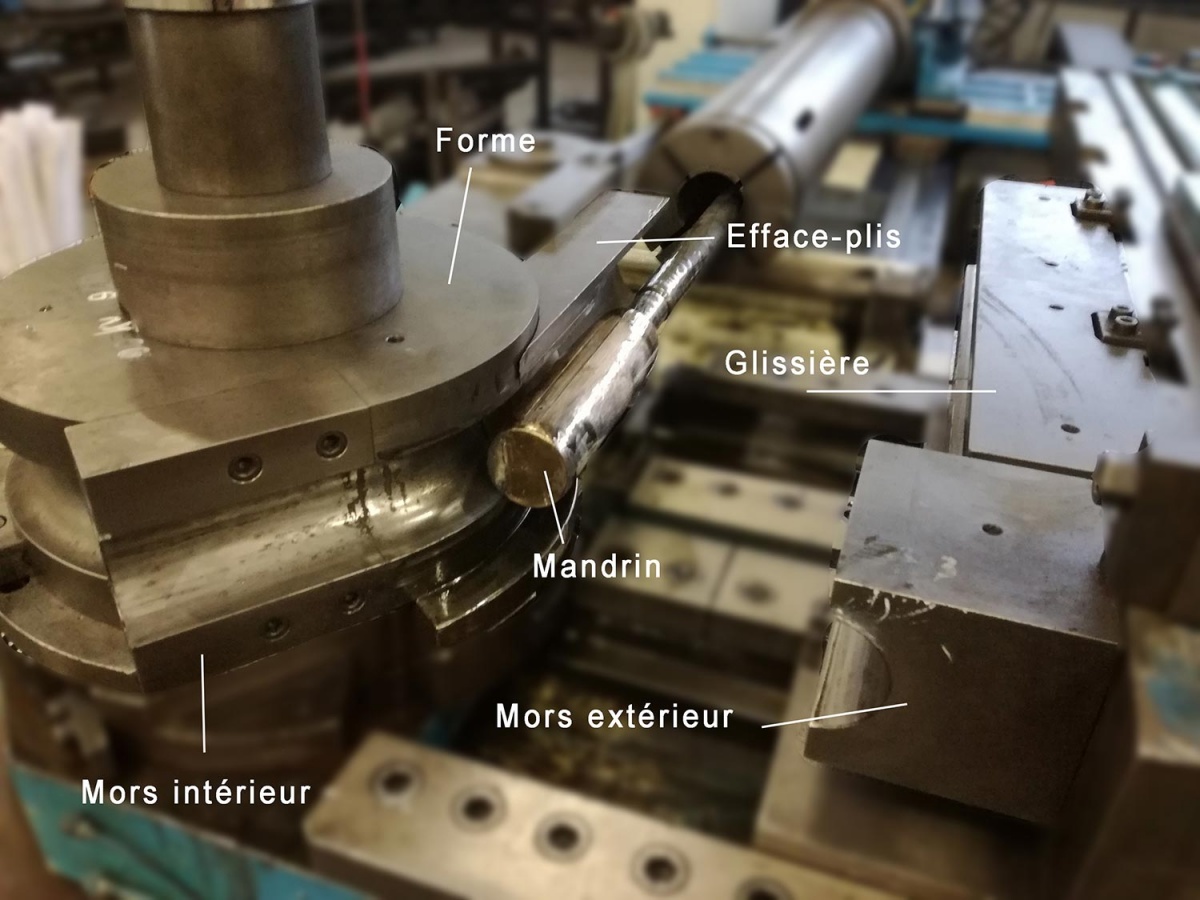
Équipement nécessaire pour cintrer un tube
Pour préparer une cintreuse, que ce soit une cintreuse CNC ou une cintreuse mécanique, il faut préparer un outillage commun constitué en règle générale des composants suivants :
- gabarit de cintrage
- bride (seulement pour les tubes de section carrée et rectangulaire)
- mors de serrage extérieur
- mors de serrage intérieur
- mandrin fixe ou mobile (en fonction de la difficulté du cintre)
- glissière
- efface-plis (seulement pour les cintres difficiles à réaliser)
Roulage du tube : qu’est-ce que cela veut dire ?
Le cintrage de tubes par roulage, ou roulage de tubes, est un procédé permettant la transformation à froid à des rayons de cintrage plus élevés allant théoriquement de 5 fois la section du tube à l’infini. Les cintreuses utilisées pour ce process sont appelées cintreuses à trois galets.
Le tube en acier est introduit dans un ensemble de trois galets qui forme, en un seul ou plusieurs passages (en fonction du degré de difficulté du cintre), un coude au rayon de cintrage souhaité.
En règle générale, le cintrage de tubes par roulage est plus aisé que le cintrage classique.



La particularité de cet usinage est qu’il permet d’obtenir plusieurs rayons de cintrage sur un seul tube à l’aide d‘une seule machine-outil, donc de réaliser des géométries complexes.
L’inconvénient du cintrage par roulage est qu’une cintreuse à trois galets nécessite, au début et à la fin d’un tube, un morceau supplémentaire de matériau pour obtenir un bon maintien au début du process de cintrage par roulage. Cela entraîne une augmentation de la quantité totale de métal nécessaire pour le cintrage du tube par roulage.
Cintreuse à trois galets
La cintreuse à trois galets est une machine à trois arbres sur laquelle se trouve, sur chacun de ces arbres, un galet ayant la forme du tube ou du profilé à cintrer.
Une telle cintreuse à galets est de fonctionnement hydraulique, les cintreuses numériques modernes étant équipées d’un écran pour lire les données et mesures. De plus, les transformations de tubes peuvent être exécutées aussi bien manuellement qu’automatiquement. Il est possible de régler la vitesse des arbres, tout comme l’espace séparant les galets.

Quels types de tubes en acier sont adaptés au cintrage par roulage ?
Il existe plusieurs sortes de cintreuses à galets qui sont en mesure de cintrer des diamètres très variés. Dans son parc de machine, Tecnocurve dispose de 5 cintreuses à galets pour le cintrage de :
- tubes ronds de Ø 11 mm à Ø 154 mm,
- tubes carré ou rectangle à section d’au moins 6×6 mm et 150×100 mm maximum,
- profilés métalliques.
Outillage nécessaire pour le cintrage du tube par roulage
Le cintrage par roulage est un process d’usinage de tubes plus facile que le cintrage classique et ne nécessite pas la mise en œuvre d’un grand nombre d’outils. Il suffit d’avoir trois galets formés spécialement pour chaque portion de tube ou de profilé au travers desquels le métal sera conduit pour façonner le tube à la forme souhaitée. La transformation du tube s’effectue à l’état froid (appelée transformation à froid).

Pour les profilés métalliques ouverts, il y a par contre deux solutions :
- la construction de galets spéciaux pour chaque forme de profilé (en règle générale pour les profilés en aluminium complexes).
- La production de chevilles en nylon qui, en combinaison avec le profilé à calandrer, « simuleront » un profilé fermé en forme de tube.
Dans le cas des morceaux de tube difficiles à former et dont l’aspect pourrait être dégradé, on utilisera à la place des microsphères. Elles ne constituent pas un outillage au sens strict mais se présentent sous la forme d’une poudre de microsphères dont on remplit le tube à usiner. Après avoir fermé les extrémités du tube, on procède au cintrage par roulage. Ce procédé coûte beaucoup de temps et d’argent.
Quels matériaux métalliques sont adaptés au cintrage classique et au cintrage par roulage ?
En temps normal, les tubes métalliques suivant sont adaptés aux cintrages classique et par roulage :
- tubes en acier
- tubes en acier inoxydable
- tubes en aluminium
Pour les tubes et profilés des alliages métalliques suivants, les procédés du cintrage classique et du cintrage par roulage sont utilisés plus rarement :
- tubes en titane, surtout dans l’industrie automobile.
- es en laiton, sous forme de plaques fines ou carrés massifs habituellement mis en œuvre dans l’industrie de l’éclairage.


Cintrage classique ou cintrage par roulage ?
Comme nous l’avons vu plus haut, la principale différence entre le cintrage classique et le cintrage par roulage est le rayon de cintrage court ou grand. La deuxième différence réside dans le fait que seul le cintrage par roulage permet de cintrer un même tube métallique à des rayons de cintrage différents. Dans ce sens, on parle aussi de rayon de cintrage variable.
Pour illustrer ce qu’est le rayon de cintrage par roulage minimum, il convient de multiplier le diamètre du tube par cinq. Par exemple, quand le diamètre du tube est de Ø50 mm, le rayon de cintrage par roulage minimum est de 250 mm. Pour obtenir un rayon du tube en dessous de cette valeur, il faudra cintrer ce tube à l’aide d’une cintreuse de tubes CNC.
Le rayon de cintrage minimum est calculé à l’aide d’une formule spéciale dont ressort un coefficient. Si celui-ci est supérieur à une valeur déterminée, on détermine alors la cintrabilité à un rayon donné.
Lors du cintrage de l’acier, la qualité du tube cintré dépendra des dispositifs spécifiques utilisés. Ceci revêt notamment une grande importance lorsque le coefficient ci-dessus est à la limite de la faisabilité.
Est-il possible de cintrer de manière classique et par roulage un seul et même tube ?

Tandis qu’à l’époque, les différentes pièces du tube métallique étaient cintrées séparément par mandrin et par roulage avant d’être ensuite soudées les unes aux autres, aujourd’hui les transformations s’effectuent en un seul et même process sans soudage du tube. Cela réduit le process de production et évite la formation de fissures au niveau des points de connexion.
Ce type de combinaison est possible dans la mesure où est d’abord effectué le cintrage classique sur une cintreuse puis le cintrage par roulage sur une autre cintreuse ou sur une seule et même cintreuse CNC.
Sur les cintreuses CNC modernes, il est possible de monter aussi bien l’outillage pour le cintrage classique que pour le cintrage par roulage. De cette manière, il est possible de réaliser des formes géométriques complexes et de réduire en même temps les temps d’équipement et de réglage pour les deux machines.